

{kind=link}
{kind=link}
مقدمه :
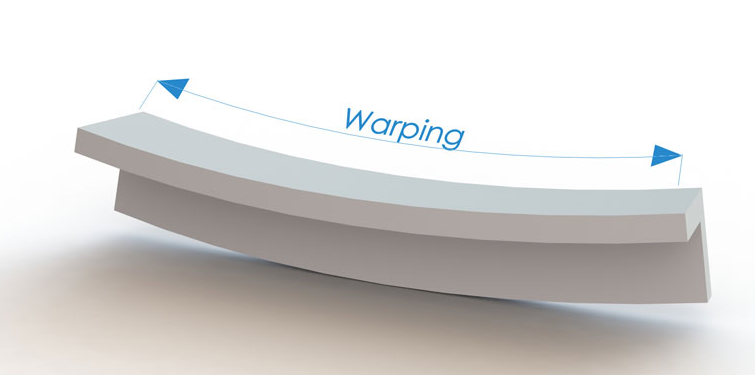
جمع شدگی یا شرینکیج (shrinkage) به معنی انقباض حجم پلیمرها در مرحله خنک کاری فرایندشکل دهی پلیمرها است که علت آن رفتار ترمودینامیکی مواد می باشد. این جمع شدگی تا قسمتی مربوط به اختلاف دانسیته پلیمرها در حالت جامد و مذاب می باشد.
در فرایندهای تولید محصولات پلیمری، شرینکیج (shrinkage) در قالب گیری تزریقی نسبت به قالب گیری دورانی بیشتر مشاهده می شود. اما در محصول نهایی قالب گیری دورانی هم در فصول مختلف تاثیرات متفاوتی را مشاهده می کنیم که نیاز به بررسی و متقابلا جلوگیری از انقباض حجم بیش از حد نسبت به طرح اولیه می باشد . هنگامی که محصول قالب گیری شده در حال خنک شدن است، ممکن است تا به شرایط تثبیت دمایی و رطوبت برسد، مقداری جمع شدگی از خود نشان بدهد، اما با تعیین شرایط مطلوب فرآیند تولید و رعایت برخی از اصول مهندسی می توان آن را به حداقل رساند لذا در مقاله پیش رو عوامل و فاکتورهای مختلف را در شرایط محیطی مختلف مورد بررسی قرار داده تا به یک راه حل موثر به منظور رفع یا کاهش این پدیده دست یابیم.
اهمیت شرینکیج shrinkage))
مقدار جمع شدگی باید به طور دقیق پیش بینی شود و در هنگام طراحی قطعات پلاستیکی مورد توجه باشد. شرینکیج در صنعت تولید مخازن تاثیر مستقیم بر روی اندازه و متقابلا بر روی لیتراژ میگذارد، فرد خریدار با توجه به نیاز و فضای موجود خود مخزن مورد نظر را سفارش میدهد و مغایرت در اطلاعات می تواند باعث عدم کاربرد موثر محصول شود. و همچنین تاثیر مستقیم شرینکیج در روند، سرعت و کیفیت فرآیند تولید را نباید غافل شد.
همچنین در بعضی کاربردها بسیار حیاتی تر، به مانند قطعاتی که ممکن است دارای بردهای الکتریکی باشند، شرینکیج می تواند منجر به آسیب به بردها شود.
روش های تعیین شرینکیج (shrinkage) در قطعات پلیمری
مجموعه شادمان با تکیه بر استاندارد های تدوین شده تعیین شرینکیج که عبارتند از ASTM D955، ISO294-4 و ISO 2577. کلیه محاسبات و تحقیقات خود را در این ضمینه صورت داده که تقدیم شما عزیزان مینماید.
انواع جمع شوندگی یا انقباض (shrinkage)
پدیده شرینکیج در جهت های مختلف محصول و بازه های زمانی متفاوت فرآیند تولید رخ می دهد که به صورت کلی به آن اشاره می گردد:
الف) انقباض طولی ( به سه مرحله تقسیم می شود )
1. انقباض خروج قطعه از قالب : جمع شوندگی محصول پس از خروج از قالب
2. انقباض تولید : جمع شوندگی محصول نهایی پس از 16 ساعت نگهداری در شرایط استاندارد
3. انقباض تکمیلی : اندازه گیری جمع شوندگی پس از انبارش به مدت طولانی تغییر ابعاد بر اثر کمیت های دمایی یا بر اثر آزاد شدن تنش های پسماند.
ب ) انقباض حجمی
پ ) انقباض مماسی و شعاعی
عوامل شرینکیج (Shrinkage) در قطعات پلیمری
- ساختار پلیمر تشکیل دهنده :
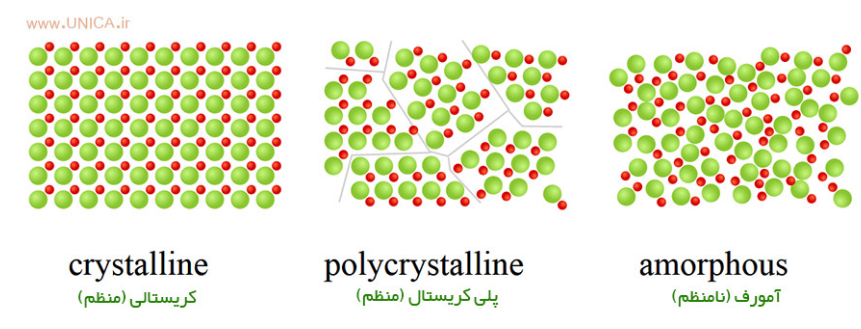
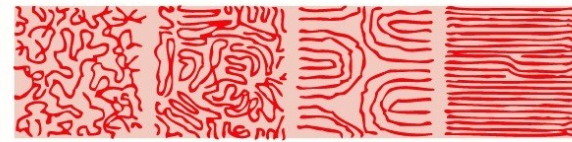
پلیمرهای نیمه بلوری، مانند پلی اتیلن، پلی پروپیلن و …، جمع شدگی بالاتری نسبت به پلیمرهای آمورف (پلی کربنات، پلی متیل متاکریلات، آکریلونیتریل بوتادین استایرن و…) از خود نشان می دهند. این به این علت است که پلیمرهای نیمه بلورین، زمانی که خنک می شوند، بخشی از زنجیره های ماکرومولکولی خود را دوباره مرتب سازی می کنند تا بتوانند دوباره نظم گرفته و تشکیل بلور دهند، در نتیجه فضای کمتری برای همان تعداد از اتم نیاز است.
قابل ذکر است اگر ترکیب کاملا آمورف باشد تقریبا هیچ شرینکیجی مشاهده نمی شود.
هرچه سرعت کریستالیزاسیون یا درجه تبلور پایین باشد باعث کاهش شرینکیج می شود. پس یک راه برای کاهش جمع شدگی، کم کردن سرعت تبلور است.
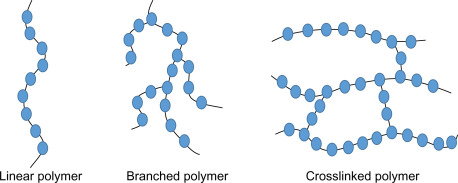
- وجود زنجیره های جانبی در ساختار مولکولی :
برای مثال پلی کربنات به دلیل وجود زنجیره های جانبی در ساختار مولکولی، از آرایش یافتگی و بلورینگی پلیمر جلوگیری می کند. بنابراین، درهم تنیدگی و گره خوردگی بالای زنجیره ها در پلیمرهایی با شاخه های زیاد نیز سبب جلوگیری از تبلور می شود و شرینکیج shrinkage را کم می کند.
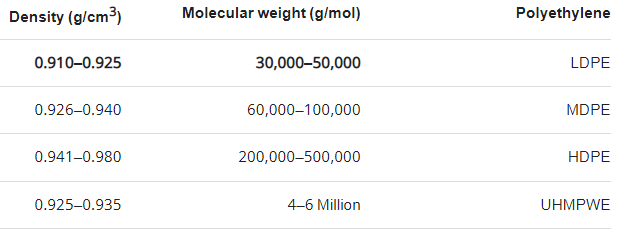
- وزن مولکولی :
درصد کریستالی بودن و طول و تعداد شاخه ها بسیاری از خواص مکانیکی و شیمیایی محصول نهایی را تعیین می کنند. مقدار شرینکیج (shrinkage) همچنین تحت تاثیر وزن مولکولی نیز می باشد. پلیمرهایی با وزن مولکولی بالا، ویسکوزیته بالایی دارند و در نتیجه نیاز به فشار تزریق بالاتری برای پرکردن قالب در فرایند تزریق است. فشار مذاب پایین منجر به شرینکیج و جمع شدگی بیشتر در محصول نهایی خواهد شد.
- فیلر (پرکننده) و الیاف :
فیلرها معمولا برای اصلاح بعضی خواص مکانیکی مانند مدول یا سفتی، خزش و … به پلیمر ها اضافه می شوند. همچنین این مواد باعث تغییر در شرینکیج یا جمع شدگی پلیمرها خواهند شد. اکثر فیلرها و الیاف، دارای ضریب انبساط حرارتی نسبتا پایینی هستند، پس در هنگامی که در فرایند خنک می شوند، این افزودنی های به مقدار کمی شرینک می کنند و شرینکیج کل محصول به غلظت این مواد وابسته است. در واقع سرعت سرد شدن مذاب افزایش میابد و میزان کریستالیزاسیون کاهش.
- رنگدانه ها :
رنگدانه ها به طور کلی سبب افزایش شرینکیج پلاستیک ها میشوند. در واقع رنگدانه ها سبب افزایش جمع شدگی یا شرینکیج با عمل کردن به عنوان عوامل هسته زا می شوند. در واقع در پلیمرهای نیمه بلوری سبب افزایش قابل توجهی خواهند شد.
رنگدانه های آلی، سبب تشکیل هسته های بلوری می شوند که بلور ها از آن ها رشد می کنند. در نتیجه سبب شروع سریع تبلور و همچنین افزایش سرعت آن می شوند که در نهایت مقدار کریستال بالا، سبب افزایش جمع شدگی شرینکیج shrinkage می شود.
رنگدانه های معدنی نیز به میزان کمتری نسبت به رنگدانه های آلی، سبب افزایش جمع شوندگی شرینکیج می شوند.

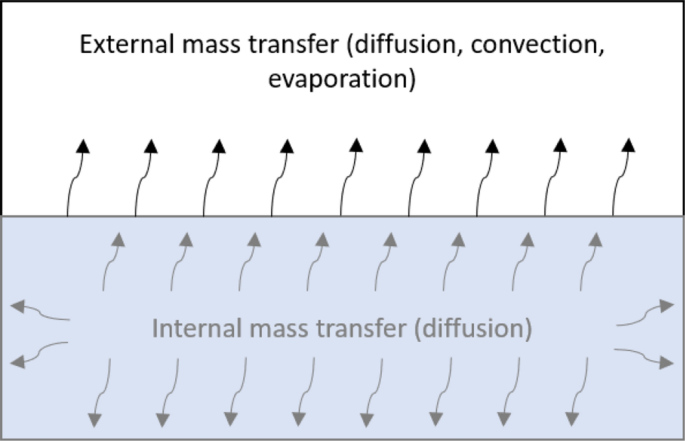
- مهاجرت مواد به سطح :
از دست دادن مواد فرار و سیال در محصول نیز باعث افزایش جمع شدگی می شود. مثلا مهاجرت مواد نرم کننده به سطح.
- ضخامت محصول :
هرچه ضخامت محصول بیشتر باشد، مرکز مواد فرصت بیشتری برای جمع شوندگی خواهد داشت و دیرتر سرد میشود لذا هرچه ضخامت محصول کمتر باشد میزان شرینکیج به نسبت کاهش میابد ، هرچند یک پدیده قطعی نیست و به فاکتورهای مختلف فرآیند وابسته می باشد.
- درجه حرارت قالب و دمای مذاب :
بالا بودن حرارت قالب باعث انتقال دمای بیش از حد به درون قالب و در نتیجه فرصت زمانی جمع شوندگی بیشتری به مواد درون قالب میدهد و مواد پلیمری فرصت بیشتری برای آرایش یافتگی و رسیدن به شرایط تثبیت دمایی و رطوبت خواهند داشت و در نتیجه باعث افزایش شرینکیج می گردد.
بالا بودن حرارت قالب باعث انتقال دمای بیشتر به درون قالب شده و در این حالت مدت بیشتری طول می کشد تا مذاب درون قالب خنک شود. پس اگر مذاب استعداد کریستالی شدن داشته باشد پدیده ی annealing رخ می دهد و میزان کریستالیزاسیون افزایش یافته و برای رسیدن به شرایط تثبیت دمایی و رطوبتی فرصت بیشتری خواهند داشت و در نتیجه شرینکیج افزایش میابد.
دمای مذاب بالا هم دقیقا تاثیرات دمای بالای قالب را دارد و فرصت کریستالی شدن بیشتری را مهیا کرده و نتایج مشابهی را خواهد داشت.
- سرعت خنک سازی :
زمان خنک سازی تاثیر مستقیم بر سرعت کریستالی شدن مواد دارد و هر چه سرعت خنک سازی بیشتر باشد درجه تبلور پایین آماده و ساختار زنجیره ها زمان کمتری برای کریستالیزاسیون خواهند داشت و در نتیجه درصد شیرینکیج کاهش می یابد.
نگاهی کلی به عوامل موثر بر شرینکیج (Shrinkage) در محصولات پلیمری
1. نوع ساختار پلیمر (کریستالی ، نیمه کریستالی ، آمورف )
2. وجود زنجیره های جانبی در ساختار مولکولی
3. وزن مولکولی
4. فیلر (پرکننده) و الیاف
5. رنگدانه ها
6. مهاجرت مواد به سطح
7. ضخامت محصول
8. درجه حرارت قالب و دمای مذاب
9. مدت زمان فرآیند خنک سازی (cooling)
نتیجه گیری
همان طور که گفته شد شرینکیج (Shrinkage) به عوامل مختلفی در فرآیند تولید بستگی دارد از قبیل فشار، دما، ضخامت دیواره، افزودنی ها، فرآیند خنک سازی، نوع Topology قالب و غیره. اما به صورت کلی یکی از مهم ترین عوامل موثر، نوع ساختار پلیمر مصرفی می باشد و مواد آمورف شرینکیج کمتری نسبت به مواد شبه کریستالی دارند. زنجیره های مولکولی در مواد شبه کریستالی تمایل به ساختار یافتگی و نظم بیشتری داشته و زنجیره ها در کنار یکدیگر بصورت جمع تر قرار می گیرند و باعث کاهش فضای خالی بین مولکول ها گردیده و منجر به شرینکیج بیشتر پلیمر می شود.
لازم به ذکر است که پدیده شرینکیج (Shrinkage) در فرآیند قالب گیری تزریقی در مقایسه با قالب گیری دورانی تفاوت هایی داشته که نیاز به بحث و بررسی جداگانه می باشد.
نگاهی به میزان تقریبی شرینکیج (shrinkage) چند پلیمر تجاری
| نام پلیمر | حداقل جمع شدگی (%) Min Value (%) | حداکثر جمع شدگی (%) Max Value (%) |
| ABS | 0.7 | 1.6 |
| HDPE | 1.5 | 4 |
| HIPS | 0.2 | 0.8 |
| LDPE | 2 | 4 |
| LLDPE | 2 | 2.5 |
| PC | 0.7 | 1 |
| PMMA | 0.2 | 0.8 |
| PP | 1 | 3 |
| PVC-U | 0.1 | 0.6 |
| PVC-P | 0.8 | 5 |
| CA | 0.3 | 0.7 |
| CAB | 0.2 | 0.5 |
| CP | 0.2 | 0.5 |
| EVA | 0.7 | 2 |
| FEP | 3 | 6 |
| GPPS | 0.2 | 0.8 |
| PA6 | 1 | 1.5 |
| PA66 | 1 | 2 |
| PBT | 1.5 | 2 |
| PES | 0.6 | 0.8 |
| PET | 1.8 | 2.1 |
| POM | 2 | 3.5 |
| PPO | 0.5 | 0.7 |
| PSU | 0.6 | 0.8 |
| PVDF | 2 | 3 |
| SAN | 0.2 | 0.6 |
| PUR/TRU | 0.5 | 2 |
| SBS | 0.4 | 1 |
| SEBS | 1 | 5.5 |
مقاله فوق توسط واحد تحقیق و توسعه مجموعه شادمان تهیه و تدوین گردیده است.
منابع :
* آرشیو اطلاعات مجموعه شادمان
* ویکیپدیا
* sciencedirect
* https://omnexus.specialchem.com
* https://polymerma.ir
* https://www.polymereng.ir
* http://www.basparan.com
* https://unica.ir
* https://polybazaar.ir
* https://www.mbkchemical.com
* http://www.hpe-mold.ir